產品目錄
蒸汽流量計
渦街流量計
孔板流量計
壓縮空氣流量計
氣體流量計
熱式氣體質量流量計
旋進旋渦流量計
金屬管浮子流量計
氣體羅茨流量計
電磁流量計
渦輪流量計
橢圓齒輪流量計
水流量計
液體流量計
超聲波流量計
磁翻板液位計
浮子液位計
浮球液位計
玻璃管液位計
雷達液位計
超聲波液位計
投入式液位計
壓力變送器
差壓變送器
液位變送器
溫度變送器
熱電偶
熱電阻
雙金屬溫度計
相關產品
聯系我們

聯系電話:13655235852
服務熱線:0517-86801009
公司傳真:0517-86801007
公司郵箱:1464856260@qq.com
公司地址:江蘇省金湖縣理士大道61號
關于蒸汽計量流量計卡澀問題分析及處理措施
摘要:某發電廠1號機運行期間,蒸汽計量流量計CV2活動試驗出現卡澀現象。通過分析蒸汽計量流量計卡澀的原因,結合該廠現場的實際情況,列出了對蒸汽計量流量計卡澀現象處理過程及采取的相應防范措施,徹底解決了蒸汽計量流量計的卡澀問題。
汽輪機蒸汽計量流量計卡澀是火力發電廠常見的故障之一,其危害*大。正常運行時汽輪機負荷調均靠蒸汽計量流量計來控制,且目前國內較多數大功率機組不得不進行快速深度變負荷運行來緩解電網的調峰壓力。啟機過程中,蒸汽計量流量計的卡澀會造成汽輪機變速不穩,若遇上機組發生故障時或甩負荷時,蒸汽計量流量計出現卡澀現象嚴重的將發生飛車的重大事故。
某發電廠汽輪機采用東方汽輪機廠優化型1000MW單軸、沖動式、四缸四排汽、一次中間再熱凝汽式汽輪機,型號:N1000-26.25/600/600。汽輪機配有2個高壓主汽閥、2個蒸汽計量流量計及2個中壓聯合汽閥。高壓主汽閥和蒸汽計量流量計焊接在一起,懸吊在機頭前的運行層下。
1蒸汽計量流量計卡澀現象判斷
2016年06月13日09時52分,1號機組高調閥活動試驗,負荷817MW,進汽壓力20.67MPa,進汽溫度578℃,高調閥CV2指令41%,反饋63%不變,09時55分調門關閉至41%,后續指令正常;22時09分負荷830MW,進汽壓力22.09MPa,進汽溫度586℃,高調閥CV2指令36%,反饋46%不變,22時12分高調閥CV2指令33%后反饋恢復正常。
2016年06月14日16時36分,1號機組高調閥進行活動試驗,負荷970MW,進汽壓力24.60MPa,進汽溫度574℃,高調閥CV2指令85%,反饋92%不變,16時53分高調閥CV2反饋緩慢關至85%后快速關回至24%,主汽壓力*高被憋至28.5MPa,爐側28.8MPa,PCV閥動作,16∶57分關閉PCV閥后逐漸恢復,見圖1。
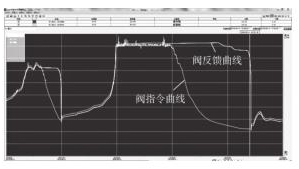
從圖1的DCS畫面上可以看出,蒸汽計量流量計指令曲線與蒸汽計量流量計反饋曲線不同步,發現該現象后,運行人員立即前往就地檢查,蒸汽計量流量計反饋桿未出現脫落、斷裂等擾亂判斷的因素,經過多次反復活動試驗,*終得出結論1號機蒸汽計量流量計CV2出現卡澀現象。
2蒸汽計量流量計卡澀問題分析
蒸汽計量流量計卡澀問題有多方面原因造成,為找出蒸汽計量流量計卡澀的根本原因,該電廠從液控系統、蒸汽品質、外界影響因素及閥門內部結構等方面逐項進行分析。
1)蒸汽計量流量計控制系統
蒸汽計量流量計的開啟、關閉主要依靠DEH油系統的油壓實現。蒸汽計量流量計開啟時,通過油動機注入壓力油頂起執行機構,執行機構向上運動,從而帶動蒸汽計量流量計的閥桿和閥碟向上動作,蒸汽計量流量計完成開啟動作。蒸汽計量流量計在開啟的同時,執行機構帶動操縱座彈簧運動壓縮彈簧,將一部分動能轉化為彈簧的彈性勢能儲存起來。蒸汽計量流量計關閉時,先通過DEH系統發出指令,泄掉油動機活塞腔室的壓力油,操縱座彈簧的彈性勢能釋放,驅動蒸汽計量流量計執行機構向下運動,從而帶動蒸汽計量流量計的閥桿和閥碟向下運動,蒸汽計量流量計完成關閉動作。若DEH系統油質不合格,導致油動機伺服閥堵塞,在閥門關閉過程中不能正常泄油,則會影響蒸汽計量流量計的正常關閉動作。通過對DEH油系統的取樣、化驗得出結論:該廠DEH油質NAS5級,大于50μm粒徑的顆粒沒有,滿足DL/T571-2014標準要求,DEH油內含水值48ppmm,符合要求。由此可以判斷DEH油質未對蒸汽計量流量計控制元件造成堵塞、銹蝕等影響。
2)蒸汽品質分析
蒸汽品質是指蒸汽的潔凈程度,通常用單位質量蒸汽中所含雜質的總量來表示,若飽和蒸汽中含有鹽分、雜質較多,會引起汽輪機側蒸汽管道、閥門、汽輪機通流部分的雜質沉淀,若鹽分在閥門處沉積,直接會影響閥門的嚴密性及動作的靈活性。通過汽水監督的取樣、化驗得出結論:該廠的汽水品質均合格,可以排除蒸汽品質不良引起的積鹽、積垢現象導致蒸汽計量流量計卡澀。
3)外界因素及閥門內部結構分析蒸汽計量流量計周邊溫度大幅度變化,導致閥體溫度急劇變化產生動靜部位膨脹不均勻,會造成閥門卡澀現象。現場檢查閥體周圍保溫未出現脫開、裂紋、脫落等現象,查閱DCS閥門溫度監控曲線,基本無異常波動,可以排除外界因素導致的閥門卡澀現象。
為了進一步找出蒸汽計量流量計卡澀的原因,該廠于2016年09月26日對1號機組打閘停機,針對蒸汽計量流量計卡澀現象進行了一系列的檢修作業工作。
3蒸汽計量流量計檢修情況
針對蒸汽計量流量計卡澀現象,在本次檢修中重點對易產生氧化皮的閥桿、閥芯進行了全面排查,蒸汽計量流量計結構見圖2。
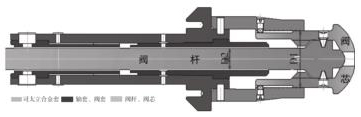
由圖2可以看出,易產生卡澀現象的部位位于閥桿與閥套之間(D2)、閥芯與閥套之間(D1),且在閥桿與閥套之間(D2)處鑲嵌有一層司太立合金材質襯套,該襯套通過過盈配合與閥套鑲嵌組合在一起。檢修中測量了D1、D2處間隙,如表1。
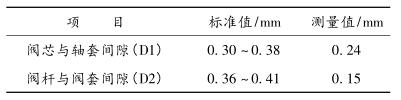
1)由上表可以看出,閥芯與閥套間隙(D1)、閥桿與閥套間隙(D2)明顯小于標準值,導致運行時出現局部卡澀現象。
2)檢查中發現閥芯、閥桿均存在局部偏磨現象,在閥芯表面發現大量氧化皮層,但是在閥桿表面未發現明顯的氧化皮層。
4蒸汽計量流量計卡澀情況分析
蒸汽計量流量計卡澀的根本原因在于閥體動靜部分配合間隙減小,閥桿、閥芯存在局部偏磨現象。
1)動靜部分間隙減小現象分析在閥芯表面產生了大量的氧化皮層,是導致閥芯配合間隙減小的根本原因。在閥桿部位未發現明顯的氧化皮層,為了解其動靜間隙減小的原因,東方汽輪機廠將蒸汽計量流量計芯組件整體拉回廠進行檢查處理。
蒸汽計量流量計閥套材質為:2Cr12NiMo1W1V,其淬火溫度:980~1040℃,油回火溫度:650~750℃;內襯套材質為司太立合金,其金屬性質與2Cr12NiMo1W1V性質完全不同,通過理論分析及工程實例證明司太立合金能夠更好地防止高溫氧化現象發生。
通過蒸汽計量流量計結構可以看出,在閥套與司太立合金內襯套組合形式上采用的是鑲嵌形式,實際運用過程中,該組合件長期處在高溫、高壓環境下,兩種材質的應力釋放能力不相同,長時間的應力釋放及相互作用導致司太立合金襯套內徑變小,*終造成閥桿與閥套配合間隙(D2)減小。
2)閥門部件偏磨現象分析蒸汽計量流量計動態部分(閥桿、閥芯)與靜態部分(閥套)配合在自由狀態下不存在碰磨現象,閥桿通過導向十字套與操縱座連接在一起,在安裝過程中,閥桿與操縱座的對中性不易保證,從而導致閥桿在運行過程中橫向受力,出現偏磨現象。
5處理方案和效果
1)為了消除司太立合金襯套滑出和內徑減小的可能,東汽廠家將原襯套鑲嵌形式更換成了噴涂形式,即在襯套內表面通過噴涂堆焊一層厚度約0.5mm的司太立合金來達到防止高溫氧化的作用。
2)閥芯表面存在大量氧化皮,通過打磨加工將氧化皮全部清理干凈后,在閥芯表面堆焊一層厚度約0.5mm的司太立合金來達到防止高溫氧化的作用。
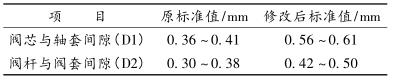
3)將原閥桿、閥芯的外徑尺寸減小,使閥芯與閥套配合間隙(D1)、閥桿與閥套配合間隙(D2)增大,減小其卡澀的可能性,具體數據如表2。
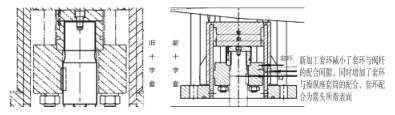
4)優化閥桿與閥座的對中性,由于原設計結構,閥桿與閥座的對中性不易保證,此次加工新導向十字套減小了套環與閥桿的配合間隙,同時增加套環與操縱座套筒的配合,優化后的導向十字套結構自身能夠保證閥桿的定位及對中,如圖3。
2016年11月02日,1號機組啟機運行,高調閥CV2活動性試驗合格,任何行程開關自如無卡澀,機組并網運行后,高調閥CV2各項性能試驗均合格,該廠高調閥卡澀現象得到了徹底的解決。
6結束語
蒸汽計量流量計卡澀在火力發電廠中是汽輪機常見的問題之一,造成蒸汽計量流量計卡澀的原因有很多,一般在機組啟停過程中容易出現,嚴重影響機組的安全穩定運行。所以及時對比分析,查找原因并采取措施減少蒸汽計量流量計卡澀情況對機組穩定運行是至關重要的。希望本文對解決電廠蒸汽計量流量計卡澀情況能夠起到一定的借鑒作用。
汽輪機蒸汽計量流量計卡澀是火力發電廠常見的故障之一,其危害*大。正常運行時汽輪機負荷調均靠蒸汽計量流量計來控制,且目前國內較多數大功率機組不得不進行快速深度變負荷運行來緩解電網的調峰壓力。啟機過程中,蒸汽計量流量計的卡澀會造成汽輪機變速不穩,若遇上機組發生故障時或甩負荷時,蒸汽計量流量計出現卡澀現象嚴重的將發生飛車的重大事故。
某發電廠汽輪機采用東方汽輪機廠優化型1000MW單軸、沖動式、四缸四排汽、一次中間再熱凝汽式汽輪機,型號:N1000-26.25/600/600。汽輪機配有2個高壓主汽閥、2個蒸汽計量流量計及2個中壓聯合汽閥。高壓主汽閥和蒸汽計量流量計焊接在一起,懸吊在機頭前的運行層下。
1蒸汽計量流量計卡澀現象判斷
2016年06月13日09時52分,1號機組高調閥活動試驗,負荷817MW,進汽壓力20.67MPa,進汽溫度578℃,高調閥CV2指令41%,反饋63%不變,09時55分調門關閉至41%,后續指令正常;22時09分負荷830MW,進汽壓力22.09MPa,進汽溫度586℃,高調閥CV2指令36%,反饋46%不變,22時12分高調閥CV2指令33%后反饋恢復正常。
2016年06月14日16時36分,1號機組高調閥進行活動試驗,負荷970MW,進汽壓力24.60MPa,進汽溫度574℃,高調閥CV2指令85%,反饋92%不變,16時53分高調閥CV2反饋緩慢關至85%后快速關回至24%,主汽壓力*高被憋至28.5MPa,爐側28.8MPa,PCV閥動作,16∶57分關閉PCV閥后逐漸恢復,見圖1。
從圖1的DCS畫面上可以看出,蒸汽計量流量計指令曲線與蒸汽計量流量計反饋曲線不同步,發現該現象后,運行人員立即前往就地檢查,蒸汽計量流量計反饋桿未出現脫落、斷裂等擾亂判斷的因素,經過多次反復活動試驗,*終得出結論1號機蒸汽計量流量計CV2出現卡澀現象。
2蒸汽計量流量計卡澀問題分析
蒸汽計量流量計卡澀問題有多方面原因造成,為找出蒸汽計量流量計卡澀的根本原因,該電廠從液控系統、蒸汽品質、外界影響因素及閥門內部結構等方面逐項進行分析。
1)蒸汽計量流量計控制系統
蒸汽計量流量計的開啟、關閉主要依靠DEH油系統的油壓實現。蒸汽計量流量計開啟時,通過油動機注入壓力油頂起執行機構,執行機構向上運動,從而帶動蒸汽計量流量計的閥桿和閥碟向上動作,蒸汽計量流量計完成開啟動作。蒸汽計量流量計在開啟的同時,執行機構帶動操縱座彈簧運動壓縮彈簧,將一部分動能轉化為彈簧的彈性勢能儲存起來。蒸汽計量流量計關閉時,先通過DEH系統發出指令,泄掉油動機活塞腔室的壓力油,操縱座彈簧的彈性勢能釋放,驅動蒸汽計量流量計執行機構向下運動,從而帶動蒸汽計量流量計的閥桿和閥碟向下運動,蒸汽計量流量計完成關閉動作。若DEH系統油質不合格,導致油動機伺服閥堵塞,在閥門關閉過程中不能正常泄油,則會影響蒸汽計量流量計的正常關閉動作。通過對DEH油系統的取樣、化驗得出結論:該廠DEH油質NAS5級,大于50μm粒徑的顆粒沒有,滿足DL/T571-2014標準要求,DEH油內含水值48ppmm,符合要求。由此可以判斷DEH油質未對蒸汽計量流量計控制元件造成堵塞、銹蝕等影響。
2)蒸汽品質分析
蒸汽品質是指蒸汽的潔凈程度,通常用單位質量蒸汽中所含雜質的總量來表示,若飽和蒸汽中含有鹽分、雜質較多,會引起汽輪機側蒸汽管道、閥門、汽輪機通流部分的雜質沉淀,若鹽分在閥門處沉積,直接會影響閥門的嚴密性及動作的靈活性。通過汽水監督的取樣、化驗得出結論:該廠的汽水品質均合格,可以排除蒸汽品質不良引起的積鹽、積垢現象導致蒸汽計量流量計卡澀。
3)外界因素及閥門內部結構分析蒸汽計量流量計周邊溫度大幅度變化,導致閥體溫度急劇變化產生動靜部位膨脹不均勻,會造成閥門卡澀現象。現場檢查閥體周圍保溫未出現脫開、裂紋、脫落等現象,查閱DCS閥門溫度監控曲線,基本無異常波動,可以排除外界因素導致的閥門卡澀現象。
為了進一步找出蒸汽計量流量計卡澀的原因,該廠于2016年09月26日對1號機組打閘停機,針對蒸汽計量流量計卡澀現象進行了一系列的檢修作業工作。
3蒸汽計量流量計檢修情況
針對蒸汽計量流量計卡澀現象,在本次檢修中重點對易產生氧化皮的閥桿、閥芯進行了全面排查,蒸汽計量流量計結構見圖2。
由圖2可以看出,易產生卡澀現象的部位位于閥桿與閥套之間(D2)、閥芯與閥套之間(D1),且在閥桿與閥套之間(D2)處鑲嵌有一層司太立合金材質襯套,該襯套通過過盈配合與閥套鑲嵌組合在一起。檢修中測量了D1、D2處間隙,如表1。
1)由上表可以看出,閥芯與閥套間隙(D1)、閥桿與閥套間隙(D2)明顯小于標準值,導致運行時出現局部卡澀現象。
2)檢查中發現閥芯、閥桿均存在局部偏磨現象,在閥芯表面發現大量氧化皮層,但是在閥桿表面未發現明顯的氧化皮層。
4蒸汽計量流量計卡澀情況分析
蒸汽計量流量計卡澀的根本原因在于閥體動靜部分配合間隙減小,閥桿、閥芯存在局部偏磨現象。
1)動靜部分間隙減小現象分析在閥芯表面產生了大量的氧化皮層,是導致閥芯配合間隙減小的根本原因。在閥桿部位未發現明顯的氧化皮層,為了解其動靜間隙減小的原因,東方汽輪機廠將蒸汽計量流量計芯組件整體拉回廠進行檢查處理。
蒸汽計量流量計閥套材質為:2Cr12NiMo1W1V,其淬火溫度:980~1040℃,油回火溫度:650~750℃;內襯套材質為司太立合金,其金屬性質與2Cr12NiMo1W1V性質完全不同,通過理論分析及工程實例證明司太立合金能夠更好地防止高溫氧化現象發生。
通過蒸汽計量流量計結構可以看出,在閥套與司太立合金內襯套組合形式上采用的是鑲嵌形式,實際運用過程中,該組合件長期處在高溫、高壓環境下,兩種材質的應力釋放能力不相同,長時間的應力釋放及相互作用導致司太立合金襯套內徑變小,*終造成閥桿與閥套配合間隙(D2)減小。
2)閥門部件偏磨現象分析蒸汽計量流量計動態部分(閥桿、閥芯)與靜態部分(閥套)配合在自由狀態下不存在碰磨現象,閥桿通過導向十字套與操縱座連接在一起,在安裝過程中,閥桿與操縱座的對中性不易保證,從而導致閥桿在運行過程中橫向受力,出現偏磨現象。
5處理方案和效果
1)為了消除司太立合金襯套滑出和內徑減小的可能,東汽廠家將原襯套鑲嵌形式更換成了噴涂形式,即在襯套內表面通過噴涂堆焊一層厚度約0.5mm的司太立合金來達到防止高溫氧化的作用。
2)閥芯表面存在大量氧化皮,通過打磨加工將氧化皮全部清理干凈后,在閥芯表面堆焊一層厚度約0.5mm的司太立合金來達到防止高溫氧化的作用。
3)將原閥桿、閥芯的外徑尺寸減小,使閥芯與閥套配合間隙(D1)、閥桿與閥套配合間隙(D2)增大,減小其卡澀的可能性,具體數據如表2。
4)優化閥桿與閥座的對中性,由于原設計結構,閥桿與閥座的對中性不易保證,此次加工新導向十字套減小了套環與閥桿的配合間隙,同時增加套環與操縱座套筒的配合,優化后的導向十字套結構自身能夠保證閥桿的定位及對中,如圖3。
2016年11月02日,1號機組啟機運行,高調閥CV2活動性試驗合格,任何行程開關自如無卡澀,機組并網運行后,高調閥CV2各項性能試驗均合格,該廠高調閥卡澀現象得到了徹底的解決。
6結束語
蒸汽計量流量計卡澀在火力發電廠中是汽輪機常見的問題之一,造成蒸汽計量流量計卡澀的原因有很多,一般在機組啟停過程中容易出現,嚴重影響機組的安全穩定運行。所以及時對比分析,查找原因并采取措施減少蒸汽計量流量計卡澀情況對機組穩定運行是至關重要的。希望本文對解決電廠蒸汽計量流量計卡澀情況能夠起到一定的借鑒作用。